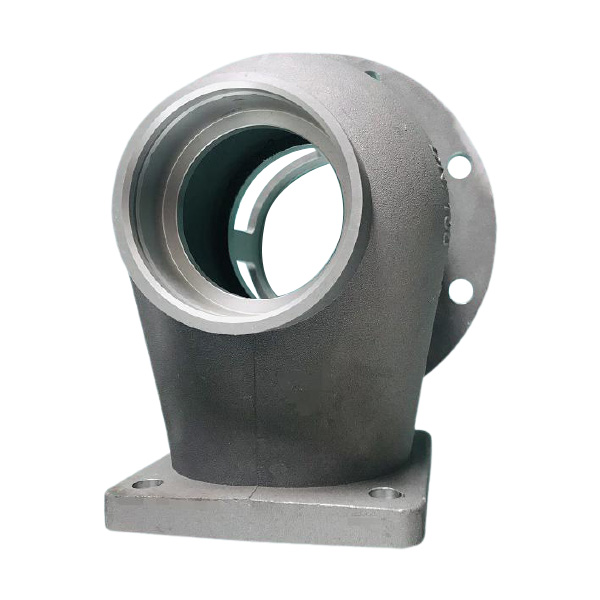
Hliníkové odlitkyse často setkávají se svary oxidovanými vzduchem. Většina této látky je rozptýlena na povrchuhliníkové odlitky, a některé jsou roztroušeny po rozích, kde není větrání. Většina čísel portů je žlutá nebo téměř bílá. Lze to vidět v případě obrábění a výroby a lze to také najít v případě moření pasivací nebo kyselinou pro výrobu takovýchhliníkové odlitkya ocelových forem. Existuje několik aspektů: materiál v peci není čistý a uklizený, Použití recyklovaného odpadu je příliš velké; software nalévacího systému návrhového schématu není příliš účinný; odstraňování strusky v kapalině z hliníkové slitiny hliníkových odlitků není čisté; v případě zalévání se struska také odstraní kvůli nedostatečným normám ve skutečném provozu. Vzít to; a není dlouho se vyhýbat tichu po čištění a znehodnocování. Obecně řečeno, má -li být tento druh problému řešen rozumně, musí každý pochopit efektivní standardní rychlost nalévání a také minimalizovat zahrnutí páry; organické látky nelze míchat v jádrovém písku. Za tímto účelem se sníží dodávka surovinového plynu; funkce výfukového potrubí jádrového písku je vylepšena, aby byla silnější; efektivní studená žehlička se účinně používá; nevýhody designového schématu softwaru brány jsou vylepšeny.
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy